2-21
4. Squeeze the tool handles slowly until the tool jaws hold the terminal lug barrel firmly in place,
but without denting it.
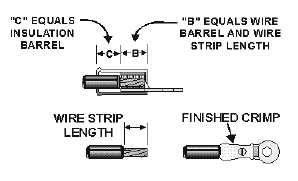
5. Insert the stripped wire into the terminal lug barrel until the wire insulation butts flush against
the near end of the wire barrel. (See figure 2-22.)
Figure 2-22.—Proper insertion of stripped wire in insulation terminal lug for crimping.
6. Squeeze the tool handles until the rachet releases.
7. Remove the completed assembly and examine it for the proper crimp in accordance with the
following:
a. Indent centered on the terminal lug barrel.
b. Indent in line with the barrel.
c. Terminal lug not cracked.
d. Terminal lug insulation not cracked.
e. Insulation grip crimped.
CAUTION
If not properly stripped, some of the smaller gauge, thin-wall wire insulation
can be inadvertently inserted and crimped in the terminal wire barrels. This will
cause a bad electrical connection. Do not use any connection that is found defective
as a result of a visual inspection. Cut off the defective connection and remake using
a new terminal lug.
PREINSULATED SPLICES
Preinsulated permanent copper splices are used to join small copper wire AWG sizes No. 26 through
No. 10. A typical splice is shown in figure 2-23. Note that the splice preinsulation extends over the wire
insulation. Each splice size can be used for more than one wire size. Splices are color coded in the same
manner as preinsulated small copper terminal lugs (see table 2-2).